中国激光, 2018, 45 (4): 0402001, 网络出版: 2018-04-13
激光深熔焊等离子体波动特征光电信号分析  下载: 842次
下载: 842次
Optic-Electrical Signal Analysis of Plasma Fluctuation Characteristics in Laser Deep Penetration Welding
图 & 表
图 1. 电信号检测和高速摄像系统示意图
Fig. 1. Schematic of electrical signal acquisition and high-speed CCD camera system
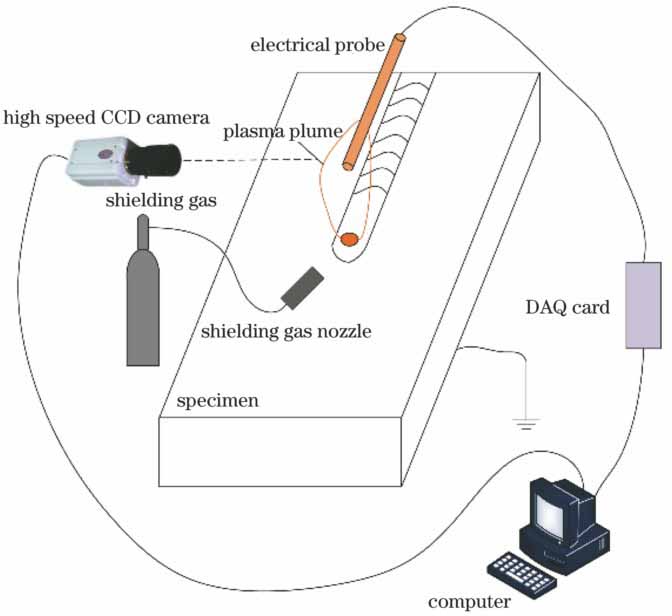
图 2. 焊接功率为1250 W,焊接速度为16 mm·s-1时,典型深熔焊电信号与等离子体高速摄像图片对比
Fig. 2. Comparison between electrical signal and high-speed CCD camera images of plasma plume during deep penetration welding at welding speed of 16 mm·s-1 and welding power of 1250 W

图 3. 焊接功率为1250 W,焊接速度为12 mm·s-1时,典型深熔焊电信号与等离子体高速摄像图片对比
Fig. 3. Comparison between electrical signal and high-speed CCD camera images of plasma plume during deep penetration welding at welding speed of 12 mm·s-1 and welding power of 1250 W

图 4. 焊接功率为1250 W,焊接速度为8 mm·s-1时,典型深熔焊电信号与等离子体高速摄像图片对比
Fig. 4. Comparison between electrical signal and high-speed CCD camera images of plasma plume during deep penetration welding at welding speed of 8 mm·s-1 and welding power of 1250 W

图 5. 焊接功率为1150 W,焊接速度为12 mm·s-1时,典型深熔焊电信号与等离子体高速摄像图片对比
Fig. 5. Comparison between electrical signal and high-speed CCD camera images of plasma plume during deep penetration welding at welding speed of 12 mm·s-1 and welding power of 1150 W

图 6. 焊接功率为1350 W,焊接速度为12 mm·s-1时,典型深熔焊电信号与等离子体高速摄像图片对比
Fig. 6. Comparison between electrical signal and high-speed CCD camera images of plasma plume during deep penetration welding at welding speed of 12 mm·s-1 and welding power of 1350 W

图 7. 焊接功率为1250 W,焊接速度为16 mm·s-1时的电信号PSD图。(a)第1段;(b)第2段;(c)第3段;(d)第4段;(e)第5段;(f)第6段;(g)第7段;(h)第8段;(i)第9段
Fig. 7. PSD plot of electrical signal at welding speed of 16 mm·s-1 and welding power of 1250 W. (a) First segment; (b) second segment; (c) third segment; (d) fourth segment; (e) fifth segment; (f) sixth segment; (g) seventh segment; (h) eighth segment; (i) ninth segment


表 1焊接参数
Table1. Welding parameters
|
表 2不同焊接参数下F与f的差别及对应焊缝界面
Table2. Difference between F and f at different welding parameters and their corresponding weld interfaces
|
邱文聪, 杨立军, 刘桐, 赵德金. 激光深熔焊等离子体波动特征光电信号分析[J]. 中国激光, 2018, 45(4): 0402001. Qiu Wencong, Yang Lijun, Liu Tong, Zhao Dejin. Optic-Electrical Signal Analysis of Plasma Fluctuation Characteristics in Laser Deep Penetration Welding[J]. Chinese Journal of Lasers, 2018, 45(4): 0402001.



 PDF全文
PDF全文

