基于Ni中间层的铝合金与高强钢激光诱导TIG复合焊接  下载: 1064次
下载: 1064次
Aluminum Alloy and High-Strength Steel Joint via Laser-Induced Tungsten Inert Gas Hybrid Welding Based on Ni Interlayer
大连理工大学材料科学与工程学院辽宁省先进连接技术重点实验室, 辽宁 大连 116024
图 & 表
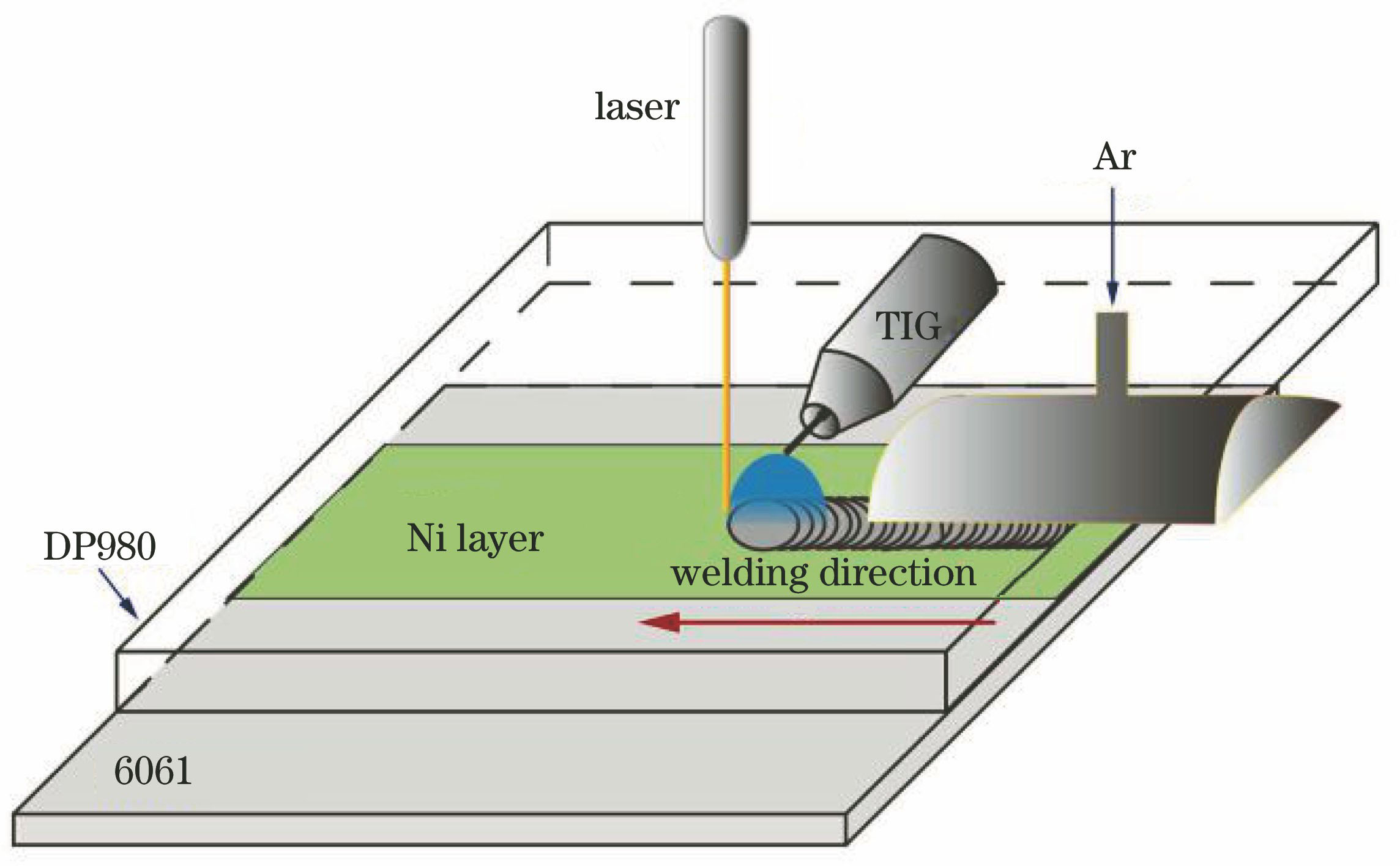
图 1. 6061铝合金/DP980高强钢激光诱导电弧复合焊接示意图
Fig. 1. Schematic of 6061 aluminum alloy/DP980 high-strength steel laser-induced arc hybrid welding process
下载图片 查看原文
图 2. 添加Ni中间层后得到的焊缝的宏观形貌。(a)铝合金;(b)高强钢
Fig. 2. Macroscopic morphologies of welds with Ni interlayer. (a) Aluminum alloy; (b) high-strength steel
下载图片 查看原文
图 3. 激光功率对添加Ni中间层焊接接头剪切载荷的影响
Fig. 3. Effect of laser power on shear load of lap joint with Ni interlayer
下载图片 查看原文
图 4. 未添加Ni中间层焊接接头的横截面形貌及局部放大图。(a)横截面形貌;(b)图4(a)中A区域的放大图
Fig. 4. Cross-section morphology and local magnification of lap joint without Ni interlayer. (a) Cross-section morphology; (b) magnified image of A area in Fig. 4(a)
下载图片 查看原文
图 5. 添加Ni中间层焊接接头的横截面形貌及局部放大图。(a)横截面形貌;(b)图5(a)中B区域的放大图
Fig. 5. Cross-section morphology and local magnification of lap joint with Ni interlayer. (a) Cross-section morphology; (b) magnified image of B area in Fig. 5(a)
下载图片 查看原文
图 6. 添加Ni中间层焊缝的EPMA面扫图像。(a) Al元素分布;(b) Fe元素分布;(c) Ni元素分布
Fig. 6. EPMA surface scan images of weld with Ni interlayer. (a) Al-element distribution; (b) Fe-element distribution; (c) Ni-element distribution
下载图片 查看原文
图 7. 添加Ni中间层焊接接头界面的XRD分析结果
Fig. 7. XRD analysis results of lap-joint interface with Ni interlayer
下载图片 查看原文
图 8. 有无Ni中间层焊接接头的典型断口形貌。(a)无Ni中间层;(b)有Ni中间层
Fig. 8. Typical fracture morphologies of lap joints with and without Ni interlayer. (a) Without Ni interlayer; (b) with Ni interlayer
下载图片 查看原文
表 16061铝合金的主要化学成分
Table1. Main chemical compositions of 6061 Al alloy
| Element | Mass fraction /% |
|---|
| Mg | 0.89 | | Si | 0.53 | | Fe | 2.00 | | Al | Bal. |
|
查看原文
表 2DP980高强钢的主要化学成分
Table2. Main chemical compositions of DP980 high-strength steel
| Element | Mass fraction /% |
|---|
| Mn | 2.07 | | C | 0.19 | | Si | 0.13 | | Fe | Bal. |
|
查看原文
表 3激光诱导电弧复合焊接工艺参数
Table3. Parameters of laser-induced arc hybrid welding process
| Parameter | Without Ni | With Ni |
|---|
| Laser power /W | 600-800 | 600-800 | | Welding current /A | 120 | 140 | | Defocusing /mm | 3 | 3 | | Laser-arc distance /mm | 2 | 2 | | Welding speed /(mm·min-1) | 700-900 | 700-900 |
|
查看原文
表 4图4~5中各标注位置的主要成分
Table4. Main components of each marked position in Figs. 4-5
| Position | Atomic fraction /% | Possible phase |
|---|
| Al | Fe | Ni | Mg |
|---|
| 1 | 63.95 | 35.52 | 0 | 0.470 | FeAl2 | | 2 | 75.15 | 24.76 | 0 | 0.060 | FeAl3 | | 3 | 15.42 | 84.49 | 0 | 0.230 | Fe(Al) | | 4 | 82.69 | 14.12 | 2.46 | 0.720 | FeAl3, Al1.1Ni0.9 | | 5 | 69.98 | 27.83 | 1.82 | 0.360 | Fe2Al5 | | 6 | 63.49 | 34.40 | 1.76 | 0.351 | Fe2Al5 | | 7 | 4.18 | 86.11 | 9.64 | 0.069 | Fe |
|
查看原文
马雨晴, 王红阳, 刘黎明. 基于Ni中间层的铝合金与高强钢激光诱导TIG复合焊接[J]. 中国激光, 2019, 46(8): 0802002. Yuqing Ma, Hongyang Wang, Liming Liu. Aluminum Alloy and High-Strength Steel Joint via Laser-Induced Tungsten Inert Gas Hybrid Welding Based on Ni Interlayer[J]. Chinese Journal of Lasers, 2019, 46(8): 0802002.










 PDF全文
PDF全文

