不锈钢薄板激光搭接焊接头的力学性能  下载: 963次
下载: 963次
Mechanical Properties of Laser Overlap Welded Joints of Stainless Steel Sheets
1 中国科学院金属研究所材料特种制备与加工研究部, 辽宁 沈阳 110016
2 中国科学技术大学材料科学与工程学院, 辽宁 沈阳 110016
图 & 表
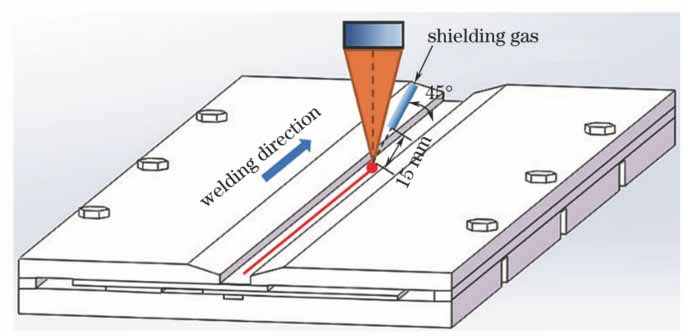
图 1. 焊接试验装置示意图
Fig. 1. Schematic of experimental setup
下载图片 查看原文
图 2. 试样制取示意图
Fig. 2. Schematic of specimen preparation
下载图片 查看原文
图 3. 焊缝形貌示意图
Fig. 3. Schematic of weld morphology
下载图片 查看原文
图 4. (a) 3-1#接头表面形貌;(b) 3-1#焊缝截面;(c) 2#接头表面形貌;(d) 2#焊缝截面
Fig. 4. (a) Surface morphology of 3-1# joint; (b) cross section of 3-1# weld; (c) surface morphology of 2# joint; (d) cross section of 2# weld
下载图片 查看原文
图 5. 不同宽度试样的疲劳测试曲线。(a) 1#;(b) 2#
Fig. 5. Fatigue test curves of specimens with different widths. (a) 1#; (b) 2#
下载图片 查看原文
图 6. 非熔透型接头的拉伸性能测试结果
Fig. 6. Tensile-shear test results of non-penetration joints
下载图片 查看原文
图 7. 80 mm宽的非熔透接头的疲劳性能测试结果
Fig. 7. Fatigue performance test results of non-penetration joint with a width of 80 mm
下载图片 查看原文
图 8. 不同试样的拉剪断口形貌。(a) 3-1#;(b) 3-2#;(c) 3-3#
Fig. 8. Shear-fracture morphologies of different specimens. (a) 3-1#; (b) 3-2#; (c) 3-3#
下载图片 查看原文
图 9. 不同试样的焊趾形状。(a) 3-1#;(b) 3-2#;(c) 3-3#
Fig. 9. Weld toe shapes of different specimens. (a) 3-1#; (b) 3-2#; (c) 3-3#
下载图片 查看原文
图 10. 不同焊趾形状的受力示意图。(a) 3-1#;(b) 3-2#;(c) 3-3#
Fig. 10. Schematics of stress on weld toes with different shapes. (a) 3-1#; (b) 3-2#; (c) 3-3#
下载图片 查看原文
图 11. 同母材接头的拉伸性能测试结果
Fig. 11. Tensile performance test results of joints with different base metals
下载图片 查看原文
图 12. 不同母材接头的疲劳性能测试结果
Fig. 12. Fatigue performance test results of joints with different base metals
下载图片 查看原文
表 1SUS301L板材的化学成分(质量分数,%)
Table1. Chemical compositions of SUS301L plate (mass fraction, %)
| Element | C | Si | Mn | P | S | Ni | Cr | N | Fe |
|---|
| Value | 0.02 | 0.43 | 1.08 | 0.04 | 0.003 | 7.10 | 17.70 | 0.02 | Bal. |
|
查看原文
表 2SUS301L板材的力学性能
Table2. Mechanical properties of SUS301L plate
| Materialtype | Yieldstrength /MPa | Tensilestrength /MPa | Elongation /% | Fatiguelimit /MPa |
|---|
| DLT | >350 | >700 | 43.2 | 265.8 | | ST | >420 | >770 | 35.0 | 287.5 | | MT | >420 | >420 | 30.0 | 319.2 | | HT | >700 | >950 | 27.4 | 359.0 | | 2G | >350 | >750 | 35.0 | 300.0 |
|
查看原文
表 3焊接试验工艺参数
Table3. Process parameters in welding experiments
| Sample No. | Plate thickness /mm | Incidence angle /(°) | Gap /mm | Laser power /kW | Welding speed /(m·min-1) |
|---|
| 1# | 3(MT)+2(2G) | 0 | 0 | 5.5 | 3.8 | | 2# | 1.5(HT)+0.8(DLT) | 0 | 0 | 3.6 | 3.5 | | 3-1# | 2(2G)+2(2G) | 0 | 0 | 3.8 | 3.6 | | 3-2# | 2(2G)+2(2G) | 0 | 0.2 | 3.8 | 3.6 | | 3-3# | 2(2G)+2(2G) | 20 | 0 | 3.8 | 3.6 | | 4# | 1.5(HT)+2(2G) | 0 | 0 | 3.1 | 3.3 | | 5# | 1.5(ST)+2(2G) | 0 | 0 | 3.1 | 3.3 |
|
查看原文
表 41#、2#接头的拉剪试验结果
Table4. Tensile-shear test results of 1# and 2# joints
| SampleNo. | Specimenwidth /mm | Averagetensile-shearstrength /MPa | σx /MPa | σy /MPa |
|---|
| Upper plateweld seam | Lower plateweld seam | Upper plateweld seam | Lower plateweld seam |
|---|
| 1# | 10 | 736 | 0 | 0 | 0 | 0 | | 80 | 706 | 252 | 155 | -21 | -12 | | 2# | 10 | 596 | 0 | 0 | 0 | 0 | | 80 | 542 | 367 | 237 | -39 | -5 |
|
查看原文
表 53-1#、3-2#、3-3#试样的拉剪试验结果
Table5. Tensile-shear test results of 3-1#, 3-2#, and 3-3# specimens
| SampleNo. | Specimenwidth /mm | Averagetensile-shearstrength /MPa | σx /MPa | σy /MPa |
|---|
| Upper plateweld seam | Lower plateweld seam | Upper plateweld seam | Lower plateweld seam |
|---|
| 3-1# | 80 | 736 | 206 | 206 | -36 | -10 | | 3-2# | 80 | 671 | 196 | 155 | 14 | -73 | | 3-3# | 80 | 764 | 147 | 147 | -84 | -42 |
|
查看原文
表 64#、5#试样的拉剪测试结果
Table6. Tensile-shear test results of 4# and 5# specimens
| SampleNo. | Specimenwidth /mm | Averagetensile-shearstrength /MPa | σx /MPa | σy /MPa |
|---|
| Upper plateweld seam | Lower plateweld seam | Upper plateweld seam | Lower plateweld seam |
|---|
| 4# | 80 | 804 | 303 | 168 | -73 | -54 | | 5# | 80 | 764 | 236 | 185 | -32 | -48 |
|
查看原文
梁行, 阚盈, 姜云禄, 陈怀宁. 不锈钢薄板激光搭接焊接头的力学性能[J]. 中国激光, 2018, 45(6): 0602001. Hang Liang, Ying Kan, Yunlu Jiang, Huaining Chen. Mechanical Properties of Laser Overlap Welded Joints of Stainless Steel Sheets[J]. Chinese Journal of Lasers, 2018, 45(6): 0602001.














 PDF全文
PDF全文

