20 mm厚316LN不锈钢板的超高功率光纤激光自熔焊  下载: 795次
下载: 795次
Autogenous Laser Welding of 20-mm-Thick 316LN Stainless Steel Plate by Ultra High Power Fiber Lasers
1 中国科学院等离子体物理研究所装置总体研究室, 安徽 合肥 230031
2 中国科学技术大学研究生院科学岛分院, 安徽 合肥 230026
3 中国科学院等离子体物理研究所特种焊接技术安徽省重点实验室, 安徽 淮南 232000
图 & 表
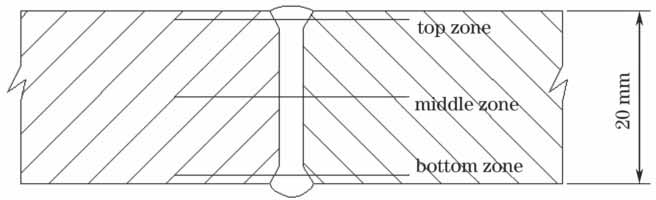
图 1. 激光焊接头的显微硬度检测示意图
Fig. 1. Schematic of micro-hardness measuring of laser welded joints
下载图片 查看原文
图 2. 激光焊接头拉伸试样示意图
Fig. 2. Schematic of tensile specimen of laser welded joints
下载图片 查看原文
图 3. 焊接接头宏观形貌及焊缝不同位置处的显微组织形貌。(a)激光焊接头宏观形貌;(b)焊缝上部显微组织;(c)焊缝中部柱状晶区;(d)焊缝底部显微组织;(e)图3(b)的局部放大图;(f)图3(c)的局部放大图;(g)图3(d)的局部放大图
Fig. 3. Macro morphologies of laser welded joints and microstructures at different locations of weld. (a) Macro morphology of laser welded joints; (b) microstructure at the top of weld; (c) columnar dendritic structure in the middle of weld; (d) microstructure at the bottom of weld; (e) local magnification of Fig. 3 (b); (f) local magnification of Fig. 3 (c); (g) local magnification of Fig. 3 (d)
下载图片 查看原文
图 4. 拉伸试样的应力应变曲线
Fig. 4. Stress-strain curve of tensile specimen
下载图片 查看原文
图 5. 拉伸试样的断口形貌图。(a)低倍放大;(b)高倍放大
Fig. 5. Fracture morphologies of tensile specimen. (a) Low magnification; (b) high magnification
下载图片 查看原文
图 6. 焊接接头的显微硬度分布
Fig. 6. Micro-hardness distribution of welded joints
下载图片 查看原文
表 1316LN奥氏体不锈钢的化学成分(质量分数,%)
Table1. Chemical compositions of 316LN austenitic stainless steels (mass fraction, %)
| Element | C | Si | Mn | Cr | Ni | Mo | N | P | S | Co | B | Nb | Fe |
|---|
| Content | 0.017 | 0.45 | 1.58 | 16.74 | 12.86 | 2.05 | 0.14 | 0.019 | <0.001 | 0.025 | <0.0005 | <0.02 | Bal. |
|
查看原文
表 2焊接速度对焊缝表面成形和横截面形貌的影响
Table2. Effect of welding speed on surface appearances and cross sections of welds
| Welding speed /(m·min-1) | Surface appearance | Cross section |
|---|
| 1.2 | | | | 1.8 | | | | 2.0 | | |
|
查看原文
表 3离焦量对焊缝表面成形和横截面形貌的影响
Table3. Effect of defocus on surface appearances and cross sections of welds
| Defocusing /mm | Surface appearance | Cross section |
|---|
| +10 | | | | +5 | | | | 0 | | | | -3 | | | | -6 | | | | -10 | | | | -20 | | | | -25 | | | | -30 | | |
|
查看原文
表 4焊接速度和激光功率对焊缝表面成形和横截面形貌的影响
Table4. Effects of welding speed and laser power on surface appearances and cross sections of welds
| Laser power /kW | Welding speed /(m·min-1) | Surface appearance | Cross section |
|---|
| 20 | 1.5 | | | | 20 | 1.8 | | | | 20 | 2.0 | | | | 20 | 2.4 | | | | 20 | 2.7 | | | | 20 | 3.0 | | | | 19 | 1.5 | | | | 19 | 1.8 | | | | 19 | 2.0 | | |
|
查看原文
信纪军, 方超, 宋云涛, 卫靖, 吴杰峰, 戴文华. 20 mm厚316LN不锈钢板的超高功率光纤激光自熔焊[J]. 中国激光, 2018, 45(5): 0502007. Xin Jijun, Fang Chao, Song Yuntao, Wei Jing, Wu Jiefeng, Dai Wenhua. Autogenous Laser Welding of 20-mm-Thick 316LN Stainless Steel Plate by Ultra High Power Fiber Lasers[J]. Chinese Journal of Lasers, 2018, 45(5): 0502007.









 PDF全文
PDF全文

